
CH-200Nm³/h PEM Hydrogen Electrolyzer Stack
PEM Hydrogen Electrolyzer Stack 200Nm³/h
CH-200Nm³/h PEM Electrolyzer: Advanced On-Site Hydrogen Generation for Industrial Leaders
Elevate your hydrogen production with the CH-200Nm³/h PEM Electrolyzer—engineered for high-volume, on-site hydrogen generation tailored to the demands of modern industry. Leveraging advanced Proton Exchange Membrane (PEM) technology, this system delivers clean, high-purity hydrogen efficiently, reliably, and at scale, supporting your transition to sustainable energy solutions.
Application
PEM electrolyzers have been commercialized in multiple fields due to their advantages of high efficiency, fast response, and adaptability to fluctuating power sources. Adapt to the intermittency and volatility of wind and solar power, wide power regulation range, industrial decarbonization and chemical raw material substitution, distributed energy and backup power supply
Pem Water Electrolyic Cell 200Nm³/h
CH-200Nm³/h PEM Electrolyzer by Hele Titanium: High-Efficiency On-Site Hydrogen Generation for Industry
Upgrade your hydrogen supply with the CH-200Nm³/h PEM Electrolyzer from Hele Titanium—engineered for industrial clients who demand reliability, efficiency, and sustainability. This advanced Proton Exchange Membrane (PEM) electrolyzer delivers large-scale, high-purity hydrogen production to power your operations, support green initiatives, and future-proof your business.
Key Product Features
High Output, High Purity: Generates up to 200 Nm³/h of hydrogen at 99.99% purity—ideal for energy storage, chemical manufacturing, fuel cell systems, and hydrogen refueling stations.
Advanced PEM Technology: Offers rapid response, superior efficiency, and robust safety, outperforming traditional alkaline systems and enabling seamless integration with renewable energy sources.
Optimized for Industrial Use: Operates at up to 3.5 MPa pressure with low water consumption (200 L/h deionized water), ensuring cost-effective, continuous production.
Compact, Modular Design: Space-saving footprint (970×905×1205 mm) makes installation flexible for new or existing facilities.
Reliable Performance: Features automated pump circulation, advanced monitoring, and consistent output for uninterrupted industrial processes.
Why Choose Hele Titanium’s CH-200Nm³/h PEM Electrolyzer?
Brand Trust: Hele Titanium is a recognized leader in hydrogen technology, specializing in PEM electrolyzers with titanium anodes for enhanced durability and performance.
Scalable Solutions: Modular design supports future expansion as your hydrogen needs grow.
Sustainability: Zero direct emissions, supporting your ESG and decarbonization goals.
B2B Focus: Designed to address the needs of industrial clients in energy, chemicals, transportation, and medical sectors.
Applications
Renewable energy storage and grid balancing
Hydrogen fueling stations for commercial fleets
Chemical and pharmaceutical production
Integration with stationary and mobile fuel cell systems
Meet Your Industrial Hydrogen Needs
The CH-200Nm³/h PEM Electrolyzer is the preferred solution for B2B clients seeking reliable, high-efficiency, and scalable hydrogen generation. Whether you are expanding your green energy infrastructure or optimizing chemical production, Hele Titanium delivers proven performance and value.
Contact Hele Titanium today to discover how the CH-200Nm³/h PEM Electrolyzer can power your transition to clean, sustainable hydrogen energy.
| CH-200Nm³/h type PEME | |||
| Parameter | Unit | Value | Notes |
|---|---|---|---|
| Oxygen production | Nm³/h | 300 | Hydrogen is mixed with oxygen |
| Hydrogen production | Nm³/h | 200 | Pure hydrogen, single out |
| Temperature of circulating water | ℃ | 25-70 | |
| Water consumption | L/h | 200 | Pure Water, deionized water |
| Circular manner | / | Pump circulation | |
| Hydrogen purity | % | 99.99 | After drying |
| Water electrolysis method | / | Water electrolysis | Proton exchange membrane electrolysis |
| Maximum stress | Mpa | 3.5 | |
| Anode water TDS | PPM | ≤1 | Pure water system |
| Cathode water TDS | PPM | ||
| Constant current | A | 4000-4500 | |
| Dimensions (without lugs) | mm | 970×805×1205 | |
| Dimensions (including lugs and fittings) | mm | 970×905×1205 | |
| Weight | kg | ||
| Application area | / | On-site hydrogen production in large scale energy storage, chemical industry, fuel cell system, hydrogen production-hydrogenation station, medicine and other industries | |
Hele Titanium Hydrogen Company Profile
Expertise:
Hele Titanium Hydrogen is a leading PEM electrolyzer manufacturer in China, boasting over a decade of specialized experience in designing and producing advanced PEM electrolyzers tailored to meet the unique demands of diverse industries.
Service Scope:
The company offers end-to-end services, from design to large-scale production, ensuring clients receive high-quality, high-performance PEM electrolyzers that support their transition to sustainable energy solutions.
Customization Services:
Hele Titanium Hydrogen provides bespoke solutions, enabling adjustments to electrolyzer stack dimensions and capacity, optimization of operational parameters, selection of appropriate electrode materials and components, configuration of efficient cell structures, and additional system customization options to align with specific client requirements.
PEM Electrolyzer Product Overview
Capacity Range:
The company offers PEM electrolyzers in various capacities, including 0.01-1Nm³/h, 1-10Nm³/h, 10-50Nm³/h, 50-200Nm³/h, as well as compact models (2000-7000ml/min and 300-2000ml/min), catering to applications spanning small-scale laboratories to large industrial operations.
Applications:
These electrolyzers are widely deployed across sectors such as fuel cells, multi-energy hybrid microgrids, power plants, semiconductor manufacturing, hydrogen refueling stations, polysilicon production, chemical industries, optoelectronics, energy storage facilities, power absorption systems, and renewable hydrogen production.
PEM Electrolyzer Operating Principle & Advantages
Operating Principle:
PEM electrolyzers generate hydrogen and oxygen through water electrolysis. At the anode, an oxidation reaction produces oxygen, protons, and electrons; protons migrate via the proton exchange membrane to the cathode, where they combine with electrons to form hydrogen gas.
Advantages:
PEM electrolyzers excel in producing ultra-pure hydrogen, operating with high efficiency, and offering rapid response times. They are ideally suited for integration with renewable energy sources (e.g., wind, solar), advancing global decarbonization efforts and enabling the transition to a low-carbon future.
Key Considerations for Selecting PEM Electrolyzers
Hydrogen Production Requirements:
Define required hydrogen volume, purity, and pressure to select the appropriate electrolyzer model.Input Power Specifications:
Evaluate current and voltage requirements to ensure alignment with production scale and application needs.System Design & Configuration:
Assess critical components (e.g., proton exchange membrane, gas diffusion layer, catalyst layer) to guarantee system efficiency and durability.Manufacturer Reputation:
Partner with reputable manufacturers delivering reliable, high-quality electrolyzers and comprehensive after-sales support.Customization Options:
Inquire about tailor-made solutions to address specific operational demands.
Hele Titanium Hydrogen’s Commitment & Strengths
One-Stop Solutions:
Beyond premium PEM electrolyzers, Hele Titanium Hydrogen provides detailed product proposals, seamless logistics, and expert installation assistance.
Strategic Partnerships:
Collaborating with Hele Titanium Hydrogen means gaining a partner dedicated to the success of your hydrogen generation project, offering end-to-end support from design and planning to delivery and installation.
Client-Centric Solutions:
The company delivers customized hydrogen generation solutions for wholesalers, brand owners, manufacturers, suppliers, laboratories, and individual users, accommodating diverse scales and requirements.
Get a Quote
Contact us today for a free quote from one of our sales engineers.
Need more help?
We are here to assist you. We’d love to hear from you!
86-13857402537
86-13857402537
Benefits of our Electrolysers
Mature technology
High efficiency
Compatible with renewable power
Leading performance guarantee
Full maintenance support
Modularity
High purity hydrogen (>99.999%)
Robust materials
Dynamic operation
High pressure (30 bar)
Key Applications of PEM Electrolyzers
PEM electrolyzers are engineered to deliver efficient, high-performance hydrogen production for a wide range of applications. Designed to meet the demands of various sectors, these electrolyzers ensure reliable, sustainable hydrogen generation to support both industrial and environmental goals.

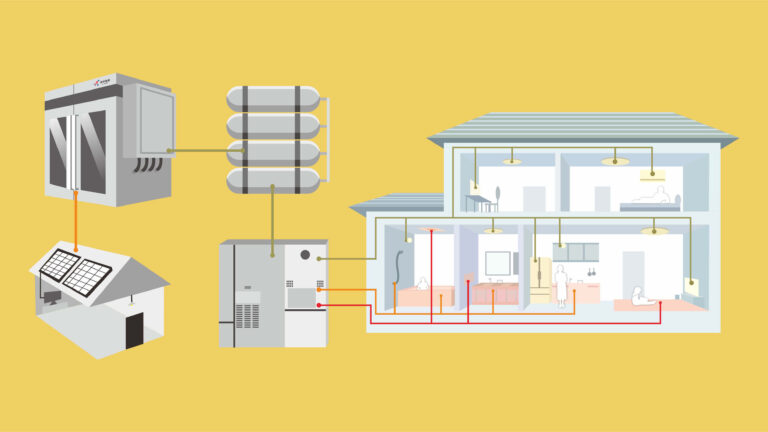

Renewable Energy Integration
Ideal for pairing with renewable sources like solar and wind, enabling the efficient conversion of excess energy into green hydrogen for storage and use.
Hydrogen Production for Industrial Use
Perfect for large-scale production facilities, providing high-purity hydrogen for industrial processes, including fuel cells and chemical manufacturing.
Green Chemical Hydrogen / Storage
Essential for large-scale green chemical production, offering sustainable hydrogen generation and storage solutions for clean chemical processes.
Hydrogenation Stations
Designed for consistent hydrogen supply to hydrogenation processes in industries such as food production, refining, and specialty chemicals.
Common Questions
Most Popular Questions.
PEME water electrolysis hydrogen production.
Can be customized according to the needs of professional.
It is a new technology of national energy strategy and aworld-leading technology for hydrogen production. Byproton exchange membrane pure water, hydrogen gas with a purity of up to 99.999% can be rapidly produced
.
.
.
.
.
.
A: Yes, we are a professional manufacturer and our engineers have wide experiences.
Yes, we welcome sample order to test and check quality. Mixedsamples are acceptable. Also accepted OEM/ODM service.
A: Yes, if you have other needs, you can contact us and we would try our best to help you.
A: We cooperated with DHL, UPS, Fedex, EMS, TNT and China Air Post etc. We would recommend to you according to the destination, the quantity and weight. You also can contact your appointed forwarder/agent to arrange shipment.
A: For most products, we provide 6 months warranty. We would give you new one accessories Free of Charge during the guaranty period, or to be negotiated until you are satisfied.
Custom Your PEM Electrolyzer with Easy!
No matter the specific PEM electrolyzer requirements you have, our vast expertise enables us to produce it for you. Notably, as we create our own raw materials, we have the advantage of delivering superior quality control and more competitive pricing compared to our worldwide competitors.

LEAVE A MESSAGE
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.